- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Dom > Produkty > Wiercenie i gwintowanie Frezarka > Wiertarka CNC do gwintowania > Maszyna wiercenia i stukania





Maszyna wiercenia i stukania
Jako jeden z profesjonalnych producentów w Chinach, Yueli chciałby zapewnić maszynę do wiercenia i stukania. Zaoferujemy Ci najlepszą usługę po sprzedaży i terminową dostawę.
Model:LY-650
Wyślij zapytanie
Opis produktu
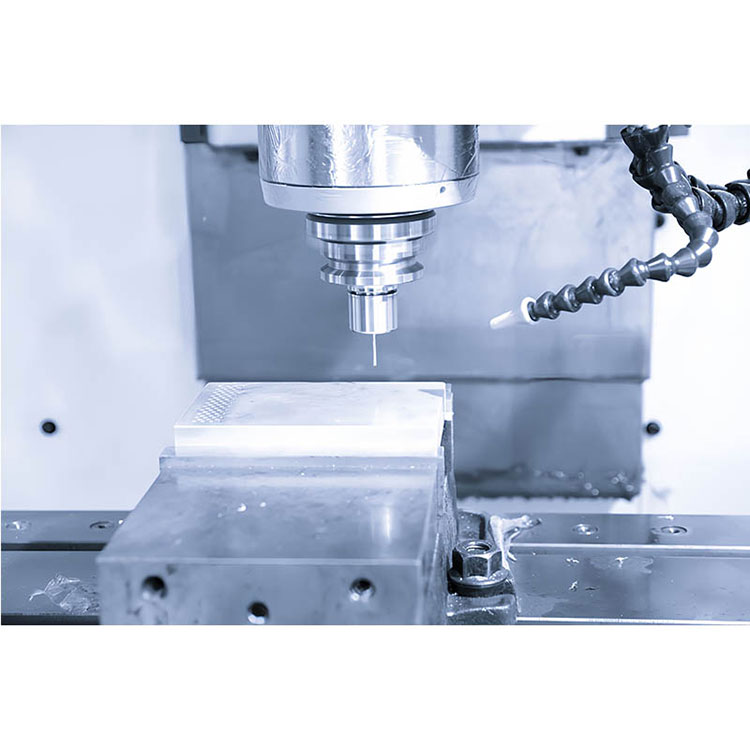
Maszyna wiercenia i stukania LY-650
Yueli, renomowany producent w Chinach, jest skłonny zaoferować maszynę wiercenia i stukania. Obiecujemy zapewnić Ci najlepszą wsparcie po sprzedaży i szybką dostawę.
Wprowadzenie produktu:
Przegląd funkcji:
Specjalizowane do przetwarzania małych porowatych części i produktów. Jest odpowiedni do przetwarzania części telefonu komórkowego, sprzętu komunikacyjnego, lotów lotniczych, lokomotyw samochodowych, instrumentów i liczników, przemysłu lekkiego i tekstylnego, urządzeń elektronicznych i produkcji maszyn, a także miedzi, elektrod aluminiowych i innych branż przetwórczych;
Główna struktura wykonana jest z żeliwa o wysokiej wytrzymałości, a po wykorzystywaniu odciążenia stresu i naturalnego leczenia starzenia dokładność łóżka jest trwała i stabilna, od dawna bez deformacji;
Przyjmuj wysokie precyzyjne wrzeciona z połączeniem, aby zrealizować szybką obróbkę obrabiania; Zastosowanie systemu chłodzenia temperatury oleju może zmniejszyć wzrost temperatury spowodowany szybkim obrotem wrzeciona, skutecznie poprawić rozszerzenie termiczne wrzeciona i poprawić dokładność obróbki;
Sklep narzędzi do zacisków służy do poprawy prędkości zmiany narzędzia i dokładności maszynowej narzędzia, a pojemność sklepu narzędziowego wynosi 16 lub 21 sztuk;
Podstawa kadłuba przyjmuje konstrukcję tylnej pochylonej struktury, która jest łatwa do czyszczenia odpadów wewnątrz maszyny;
Konstrukcja konstrukcyjna wysokiej kolumny zwiększa odległość między końcem nosa wrzeciona a stoczką warsztatową, co jest bardziej odpowiednie do instalacji i zastosowania komponentów czwartego wału i sprawia, że obszar przetwarzania jest szerszy.
Śledzenie smarowania Automatyczne oleir, przerywane czasowe kontrola wtrysku oleju, trwałe smarowanie ruchomych części;
Specyfikacja referencyjna
|
Parametr mechaniczny |
jednostka |
T650 |
T850 |
T1000 |
T1200 |
|
Podróż trójosiowa |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Rozmiar tabeli |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-Slot |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Maksymalna pojemność łożyska stołu |
kg |
300 |
500 |
600 |
700 |
|
Odległość od powierzchni wrzeciona do powierzchni roboczej |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Odległość od środka wrzeciona do kolumny |
mm |
541 |
580 |
580 |
605 |
|
X specyfikacje kolei osi |
mm |
35 |
35 |
35 |
30 |
|
Specyfikacje szyny osi Y. |
mm |
30 |
35 |
35 |
35 |
|
Specyfikacje kolei z osi |
mm |
35 |
35 |
35 |
35 |
|
Specyfikacje śruby X/Y/Z. |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
Specyfikacja wrzeciona |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Maksymalna prędkość wrzeciona |
RPM |
20000 |
20000 |
20000 |
20000 |
|
Moc wrzeciona |
kW |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/Y/Z Trójosiowa moc silnika |
kW |
1,5/1,5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/y/z szybka maksymalna prędkość |
m/my |
48 |
48 |
48 |
48 |
|
Maksymalna prędkość cięcia x/y/z |
MM/min |
10000 |
10000 |
10000 |
10000 |
|
Dokładność pozycjonowania trzyosiowego |
mm |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Trzy osi powtarzane dokładność pozycjonowania |
mm |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Specyfikacja ciśnienia powietrza |
KG/CM2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Rozmiar maszyny |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Waga maszyny |
T |
3.2 |
4.5 |
5.3 |
6.5 |
Różnorodne opcje systemowe CNC

Siła firmy

Proces produkcyjny
1, żeliwne przez piec w wysokiej temperaturze i starzenie się trwające ponad sześć miesięcy.
2, rygorystyczny proces montażu (zespół szyny, montaż śruby ołowiowej, zespół łożyska itp.).
3, Znakomita technologia skrobania (skrobak silnika, skrobak końcowy wrzeciona, skrobak powierzchni instalacji kolumny).
4, Produkcja naukowa, identyfikowalność całego procesu systemu kontroli jakości.

System zapewniania jakości
1. Podczas wykrywania błędu odchylenia prostość szyny prowadzącej osi liniowej w kierunku XX i YY można przetestować jednocześnie.
2, zapewnij dokładność obróbki i montażu każdej części narzędzia maszynowego. Mierzy się formalna dokładność pozycjonowania i powtarzająca się dokładność pozycjonowania narzędzia maszynowego.
3, cała maszyna wykrywa dokładność pionowego stopnia wrzeciona i płaszczyzny stołowej, a dokładność jest wymagana do zapewnienia w odległości 0,01 mm.
4. Pionowość szyny z osi Z i stadionu warstw jest wykrywana przez całą maszynę, a dokładność jest gwarantowana w odległości 0,01 mm.
5. Maszyna wykrywa pionowość szyny prowadzącej osi XY, wymagając dokładności w odległości 0,005 mm.

Gorące Tagi: Maszyna wiercenia i stukania
Powiązana kategoria
Automatyczna wiertarka do gwintowania
Wiertarka CNC do gwintowania
Maszyna rewolwerowa CNC
Ręczna wiertarka do gwintowania
Maszyna specjalnego przeznaczenia
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.